
août 15, 2025
Optimizing a packaging line for allergen-free bars with an automated conveyor solution
Situation and challenge
A Quebec-based manufacturer of allergen-free cereal bars experienced a rapid increase in demand across Canada and the United States. To meet this growth, the company needed to integrate a third packaging line, despite already having a fully optimized facility layout.
Storcan was called upon to design a custom automation solution that would fit the existing space while complying with the strictest food safety standards.
How do you automate a packaging line without expanding your facility?This project is a clear and tangible answer to that question.
The Storcan solution
Following a technical site audit, Storcan developed a tailored conveyor system, ideally suited for dry environments and the handling of allergen-free products.
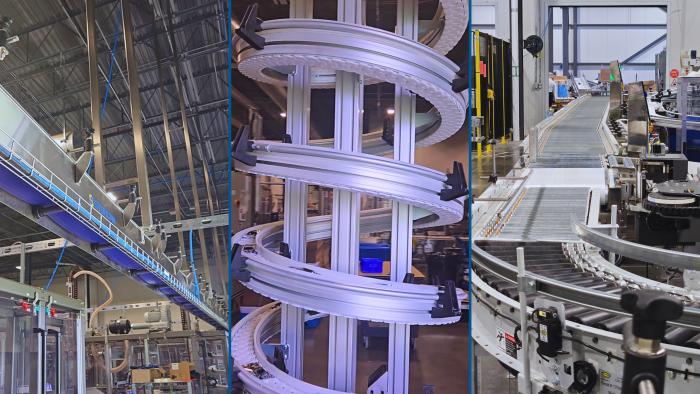
The new packaging line collects the individually wrapped bars from the flow-wrapper and directs them to one of three cartoning stations, then on to palletizing:
- Custom MatTop Micro-Pitch conveyors, with small transfer radius, for continuous product flow. These conveyors were manufactured at Storcan's Quebec facility and mounted on suspended ceiling structures to preserve floor space.
- Carryline spirals for vertical transport (up/down). These offer minimal floor footprint, modular aluminum design, low maintenance, and ultra-quiet operation.
- Hytrol 24V accumulation conveyors (190-E24EZ) with EZ-Logic technology, allowing for pressureless box handling with intelligent accumulation zones.
- Allen-Bradley control panels, engineered for both current operations and future integration of a potential line 3-3.
Results
This project demonstrates how to expand packaging capacity for allergen-free food production without expanding the physical facility, while maintaining full compliance with North American food safety standards.
Key outcomes:
- Increased production capacity without physical expansion
- Modular, future-ready line supporting various formats
- Optimized logistics from flow-wrapper to palletizer
- Full compliance with FDA, CFIA, and HACCP regulations
Turnkey integration: Storcan’s 360° support
Storcan delivered the full project from analysis to live production:
- Technical audit and CAD modelling
- Local manufacturing in Châteauguay
- Integration of Hytrol and Carryline equipment
- Installation and automated control programming
- Real-world performance testing
- Operator training and post-installation support
Storcan: Your automation partner in North America’s food industry
Since 1976, Storcan has been helping food and beverage manufacturers across Canada and the U.S. upgrade their packaging and production lines with robust, high-performance automation solutions tailored to their needs.
Whether you're looking for stainless steel food-grade conveyors, turnkey automation systems, or a trusted systems integrator, Storcan is here for you.
Plan your next automation project with our experts today: Contact us for a personalized solution.